
 0755-27726892
0755-27726892
0755-27726892
0755-27726892

問題1:不管按那個方向,電機軸都不動,在換方向按動,換方向的時候,能聽見電機有一個瞬間的聲音。
解決:驅動器接線接錯,驅動器上有脈沖、方向、使能信號,結果把方向信號接到了使能信號,
導致在切換方向的時候,會有使能和失能的切換,就能夠聽見一個瞬間上電掉電的聲音。
問題2:機器使用的過程中出現坐標全局偏移成負坐標。
解決:在對針的過程中,如果按了急停按鈕,那么界面就會提示急停回原點的提示,這個時候,如果按了回原點,機器就會回原點,這個時候尚未退出對針狀態,這個時候如果按了確定那就就是確定原點的位置為對針確認的坐標了,這個時候就會出現整體的偏移一個很大的數值,所以原來的坐標就會出現負坐標的情況。
問題3:底層驅動故障現象,當開機上電后,發現:
1. 手動控制各個軸均無反應
2. 坐標顯示X:xxx Y:xxx Z:xxx 均為很大的異常數字 時
查看程序版本信息,例如顯示:
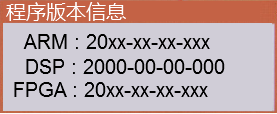
或者

則,表明底層驅動芯片(FPGA或者DSP)沒啟動。
解決:
1. 重新關電,上電。
2. 若還是同樣顯示,根據《系統升級程序操作步驟》一文中的步驟重新升級該系統對應的FPGA和DSP驅動,完成之后上電。
3. 若還是同樣顯示,在板卡上貼上標簽并寫明:驅動程序版本異常,并將板卡寄回返修。
問題4:對任意軸,按手動移動,電機只有一個手動方向運動,另外一個方向不動。
解決:菜單4當中設置驅動器方式設置為“脈沖+方向”,菜單4的設置當中會有兩個選擇,一個是“脈沖+方向”,一個是“雙脈沖”,如果設置了雙脈沖方式的就會出現無論操作哪個方向都是只能按照一個方向進行運動。
問題5:對任意軸,不管是按哪個方向,電機都是只往一個方向運動。
解決:如果是步進電機,檢查主板到電機的“方向”信號是否連接正常,如果是伺服電機,除了接線問題外,也可能是因為驅動器和主板的脈沖方向模式設置不一致,具體可參考上一條“問題4”。
問題6:使用開機自動回原點,開機之后,先提示回原點,然后機器自己回原點,此時,控制面板的數碼管會熄滅,但是其余所有的操作都正常。
解決:將菜單4的程序組選擇方式改為按鍵+LED即可。
問題1:吹氣螺絲機在處理完工件回原點后又運行到另一個位置。
解決:吹氣螺絲機有一個空閑停留位置的設置,可以按2號快捷鍵進入進行設置,這個點就是電批在空閑時,停留的地方,可以設置為原點,也可以設置為其他地方。
問題2:機器Z軸使用閉環步進電機,打完螺絲之后,Z軸沒有提起到安全位置,XY軸就開始移動,導致批頭碰到工件。
解決:閉環步進電機,在丟步之后,驅動器不再受運動控制卡控制,所以Z軸不再動作,運動控制卡發完Z軸的運動指令之后,開始發XY軸運動指令,所以出現上述現象。將驅動器的報警信號接回板卡報警信號端,在驅動器報警的時候,控制卡會暫停運行。同時應該檢查打螺絲跟進速度是否過大,跟進長度是否合理。
問題3:龍門式螺絲機第一次取料正常第二次第三次就偏位。
解決:皮帶輪松了或者是聯軸器松了,建議檢查設備。
問題4:雙Y螺絲機每次開機都會進行自動對針,拔掉按鈕部分接線之后就好了。
解決:根據產品的使用說明書,仔細檢查接線,看是否有接線錯誤或者存在短路的問題。
問題5:吸氣式螺絲機電批信號一直有效。
解決:一般的電批會有四個端口,有兩個端口短接之后電批就會運轉,另外兩個端口一個是0V一個是信號端,如果這兩個端子反向接入板卡,也就是0V接到輸入端口,信號端接到板卡0V,目前出現的情況是,反饋信號一直有效。
問題1:焊錫機在手動按出錫和退錫都可以正常出錫和退錫,但是運行的時候,就不能出錫了。
解決:恒控科技的焊錫機在運行時,根據組別功能的打開與關閉情況,參數設置是不相同的。
當組別功能關閉時,所有編程行的焊錫點共用一組默認的焊錫參數,如需要更改默認參數,可以在手持上按住“停止”+“菜單2”進入默認參數設置菜單進行更改。當組別功能打開時,每一組的焊錫點都需要單獨設置特定的焊錫參數,如需要更改某個組別焊錫參數,需要選中那個組別中的任意一行參數,按“確定”選擇“3.進入修改送錫參數”,可完成參數的修改。
針對焊錫機在手動按出錫和退錫都可以,但是運行的時候,就不能出錫的情況,可根據是否有組別的情況,對焊錫參數進行檢查,看是否有參數設置不當的地方。







